How Every CESIPC Industrial PC Is Built to Last:
Our 9-Checkpoint Quality Control Process
From the moment a component arrives at our dock to the second a unit ships, every CESIPC industrial PC passes through a rigorous, documented quality system — built on the belief that your field reliability begins on our production floor.
When a production line goes down, the cost is measured in thousands of dollars per hour. When an industrial PC fails in a remote cabinet, replacing it means a site visit, downtime negotiations, and a customer relationship under strain. We know this — because our customers have told us, and because we’ve built our quality system around that exact reality.
CESIPC is a Chinese industrial PC manufacturer with our own SMT (surface-mount technology) facility and sheet metal factory. We’re not the largest name in the industry. But we’ve made a deliberate choice: invest in process discipline rather than marketing gloss. The result is a quality control system that covers every phase of production — before a single unit hits the line, during assembly, and before anything leaves our door.
This article walks through every checkpoint, who is responsible, and why it matters to you as a buyer.
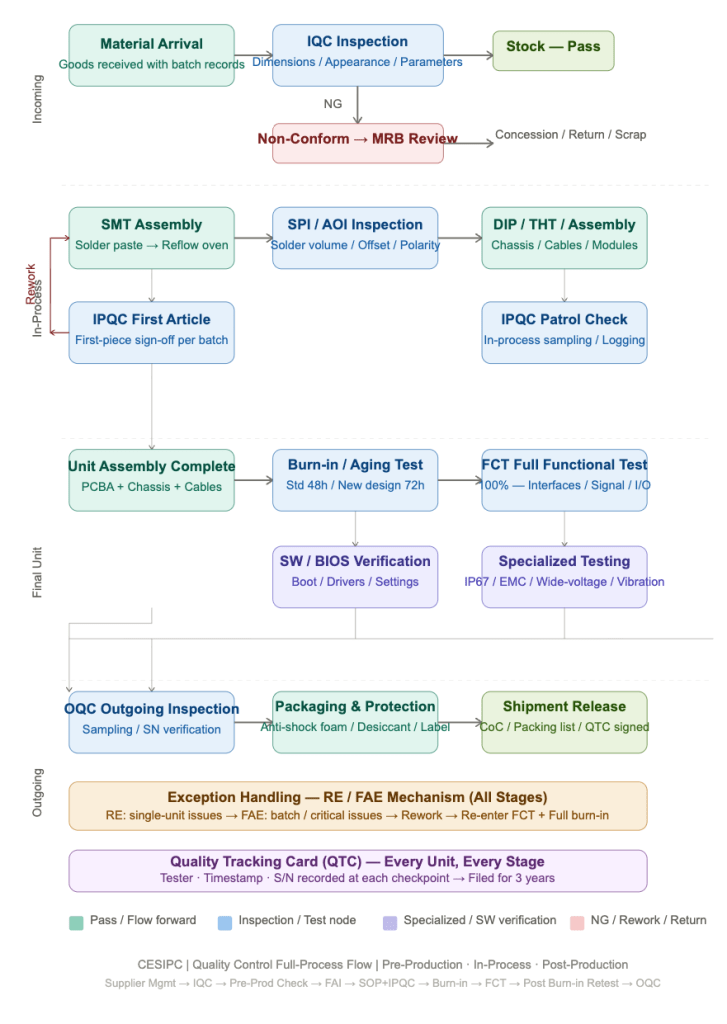
The Three-Phase Quality Framework
Our quality system is organized into three distinct phases, each with a clear goal. Together they create an unbroken chain of accountability from raw materials to the customer’s rack.
Each phase has a gating rule: no non-conforming unit may advance to the next stage. If something fails at any checkpoint, it goes through documented exception handling — root cause analysis by our RE (R&D engineers) and FAE (field application engineers) — before it is allowed to re-enter the flow. There are no shortcuts.
Phase 1: Pre-Production
Most quality problems are born before production starts. A substandard component, a stale SOP, a batch mix-up — these are issues that cost almost nothing to catch early and a great deal to discover later. Our pre-production phase is designed to catch all of them.
Quality control doesn’t begin at our receiving dock — it begins at the supplier qualification stage. Whether a component comes from our in-house SMT facility or an external vendor, they must meet defined entry criteria and are continuously scored in our ERP system.
- ISO 9001 certification required for all core component suppliers (motherboards, power modules, etc.)
- Outgoing test reports must accompany every delivery — key parameter data, not just a declaration
- Batch traceability: lot number, production date, and work order number included with each shipment
- SMT-specific: our in-house facility provides AOI (Automated Optical Inspection) and SPI (Solder Paste Inspection) records, integrated into our QC system
- Vendor scoring: incoming pass rate, on-time delivery, and corrective action speed tracked in ERP — scores influence future procurement decisions
Nothing enters our warehouse without inspection. We use a two-tier release mechanism: warehouse staff perform the initial physical check; an R&D engineer reviews and signs off before stock is accepted. Both signatures are required — one does not override the other.
| Material Type | Inspection Actions | Release Condition |
|---|---|---|
| Standard components | Count verification, visual inspection, P/N & version cross-check against PO | Warehouse staff sign-off |
| R&D order materials | Warehouse initial check, then R&D engineer verifies P/N, version, and special specs | R&D engineer written confirmation required |
| Core components (motherboards, etc.) | Test report review, key parameter spot-check, AOI/SPI record verification | Engineering confirms report meets spec |
All IQC results are entered into our ERP system. Every accepted lot is traceable by batch number. Non-conforming materials are tagged with red NG labels, quarantined, and processed through a documented disposition workflow — return, exchange, or concession (the latter requires engineering sign-off).
Even after IQC clearance, materials undergo a final verification pass before reaching the production line. This check is specific to the components scheduled for the current production run — it’s not a repeat of IQC but a focused readiness confirmation.
- Motherboards: power-on test, BIOS accessibility, interface recognition
- Sheet metal / front panels: visual inspection, key dimension spot-check, structural fit
- Cables and connectors: continuity test, polarity confirmation, visual check
- Power supply modules: output voltage measurement, wide-voltage range test (9V–36V)
Before any batch goes into volume production, the first completed unit is subjected to a full joint inspection. This is not a formality — it is the quality admission gate for mass production.
For repeat orders, there is an additional step: the team must confirm whether the SOP (Standard Operating Procedure) has changed since the last run. If it has, production line staff are re-trained before the line starts. This detail — enforced on every repeat order without exception — eliminates an entire category of process drift failures.
Phase 2: In-Process Quality Control
This is where the product takes shape — and where the most variables exist. Our in-process phase maintains continuous control at three distinct levels: the assembly line, the functional test bench, and the aging room.
Every assembly step is governed by a version-controlled SOP. Operators follow each step sequentially — no shortcuts, no workarounds. Critical sub-components (RAM, SSD, I/O modules) are individually tested before the build advances to the next stage.
| Control Item | Details | Frequency |
|---|---|---|
| Critical component test | RAM, SSD, I/O modules individually verified before advancing | Every unit |
| SOP compliance | IPQC confirms no steps skipped, correct sequence followed | First unit + every 2 hours |
| Torque verification | Critical fasteners checked with calibrated torque tool per SOP spec | First unit + spot-check |
| ESD discipline | Operators wear anti-static wristbands; work on grounded surfaces at all times | Checked each shift start |
| Initial power-on check | After assembly, operator powers on to confirm basic system status before handoff | Every unit |
Every assembled unit — without exception — undergoes a complete functional test before it can proceed to burn-in. This is not statistical sampling. Every port is verified. Every function is confirmed.
| Test Category | Items Verified | Pass Criteria |
|---|---|---|
| System boot | Clean boot, BIOS accessible, no alarm beeps, correct logo | All normal |
| Display output | HDMI / DisplayPort / VGA output, correct resolution and refresh rate | No corruption, flicker, or color error |
| Interface verification | USB 2.0 / 3.0 (each port), LAN (link + speed), COM (RS-232 / 422 / 485), audio I/O | All ports pass, zero errors |
| Storage | SSD / HDD detection and read-write test, M.2 / miniPCIe slot recognition | Detected; R/W error-free |
| Power supply | Wide-voltage input (9V / 24V / 36V), power LED, power button response | Meets specification |
If a unit fails FCT, it is tagged, removed from the flow, and assessed by our RE engineer. Depending on the root cause — component failure, assembly error, or software misconfiguration — it is repaired and re-enters the flow from FCT, not from a later stage.
Burn-in is our most demanding quality gate. Units that passed FCT enter the aging room and run under sustained high-load conditions. The goal is deliberate: force early failures to surface in our facility, not in yours.
Duration standards:
Standard models: ≥ 48 hours continuous New designs / custom models: ≥ 72 hours continuous
| Test Item | Method | Pass Criteria |
|---|---|---|
| RAM Stability Test | Memory stress software running continuously throughout burn-in | Zero errors, no BSOD |
| Power On/Off Cycle | Automated script: 50+ power cycle iterations | Normal boot every cycle |
| High & Low Temperature | Tested across the rated operating temperature range | Functionally normal throughout |
| ESD Test | Electrostatic discharge per IEC 61000-4-2 | No damage or anomaly |
| CPU High-Load | ≥80% CPU utilization sustained; thermal monitoring active | Temperature within spec; no crash |
| Full Functional Test | All interfaces monitored throughout aging duration | Functions remain stable |
| Drop Test (applicable models) | For portable / ruggedized units per drop height specification | Structure intact; fully functional |
Phase 3: Post-Production
Two final gates stand between a unit and your receiving dock. Their combined purpose: confirm that burn-in produced no new issues, and that what you receive is exactly what was tested and documented.
After aging, every unit is re-tested against the complete FCT checklist. This is not a spot-check — it is a full repetition of the functional test, performed specifically to confirm that 48–72 hours of high-load operation has introduced no new anomalies.
- Visual re-inspection: check for new damage from the aging environment (deformation, burn smell, display anomaly)
- Full functional re-verification: all interfaces and functions, same checklist as FCT
- BIOS settings confirmation: verify settings were not accidentally reset during aging
- S/N cross-check: unit serial number must match the QTC and test records — all three consistent
- Performance stability: no degradation in key parameters vs. pre-aging baseline
The final checkpoint. Before a unit is sealed for shipment, the packaging team and QC conduct a joint inspection. No unit may be released for shipment without a signed QC Release Note.
| Item | Requirement |
|---|---|
| Appearance re-check | No scratches, dents, or deformation; panel labels clear; no contamination |
| Power-on verification | Required if unit has been moved or any anomaly is suspected |
| Serial number triple-check | Unit body S/N = QTC S/N = Packing List S/N — exact match required |
| Accessory completeness | All included items verified against packing list (power cable, manual, screws, etc.) |
| Packaging protection | Anti-shock foam, desiccant, sealed anti-static bag, double-wall carton |
| Accompanying documents | Certificate of Conformance, Packing List, User Manual; COC included per customer requirement |
The QC Release Note, Packing List, and Quality Tracking Card are archived together for a minimum of 3 years. Any unit that has been repositioned after OQC must be re-inspected — without exception.
End-to-End Traceability
Every unit that leaves CESIPC carries a complete documentary trail. If an issue surfaces at your site — six months or two years after delivery — a serial number lookup gives us the full picture in minutes.
Each record is linked to the unit’s serial number and stored in our ERP system. The Quality Tracking Card — the physical document that travels with the unit — serves as the human-readable summary of all records at a glance.
What Our Quality Standards Mean in Practice
Process documentation is only meaningful when it translates into measurable commitments. Here is what our quality system delivers in concrete terms — the standards we hold ourselves to on every production run.
| Quality Dimension | CESIPC Standard |
|---|---|
| Functional test coverage | 100% of every unit — no sampling, no exceptions |
| Burn-in duration | Minimum 48 hours continuous (standard models); minimum 72 hours for new designs and custom configurations |
| IQC release mechanism | Two-tier sign-off: warehouse staff initial check + R&D engineer confirmation — both required |
| First Article Inspection | Mandatory three-party joint sign-off (PMC, production line, engineering) before every production run |
| Exception handling | Documented RE/FAE escalation loop — root cause analysis required before any unit re-enters the flow |
| Unit-level traceability | Serial-number-linked records across all checkpoints, archived for a minimum of 3 years |
| SOP version control | Version-controlled documents, IPQC-verified compliance, mandatory re-training on any SOP revision |
| Supplier qualification | ISO 9001 certification required for core suppliers; ongoing ERP-tracked quality scoring |
These standards apply to every unit, every order — not just audited runs or key account batches. The process overhead is real, and it is priced into our products. But for buyers who need consistent, predictable field reliability, that investment is what separates a supplier from a partner.
A Note on Continuous Improvement
Our quality system is not static. Active improvement areas include expanding automated test coverage, reducing inter-stage queue times, and building a more structured customer-feedback loop that connects field data back to production process adjustments.
We believe transparent quality documentation — making our process visible and auditable — is one of the most useful things we can offer a prospective customer evaluating industrial PC suppliers. If you want to dig deeper, we welcome factory audits, engineering calls, and sample evaluations against your specific application requirements.
Ready to Evaluate CESIPC?
Request a sample unit, a factory audit, or a detailed spec review for your specific application. Our engineering team responds within one business day.
Contact Our Engineering Team → Sample evaluation · Factory visit · Application consultation