



PCs in Pharmaceutical Industry – CESIPC WPC-S0862A-E Epoxy Panel PC



In pharmaceutical production, Industrial Panel PCs are required to operate reliably under strict regulatory and environmental conditions. Throughout the various stages of the manufacturing process, they must support real-time monitoring and control while ensuring consistent system stability and data integrity.
Due to the highly regulated nature of pharmaceutical environments, Panel PCs used in this industry must be designed to meet requirements related to operational reliability, product safety and regulatory compliance, including standards such as FDA 21 CFR Part 11 and GMP. These requirements directly influence the selection of hardware design, system architecture and long-term reliability.

Four Key selection criteria for Panel PCs in pharmaceutical and medical environments
1️⃣ Resistance to chemicals and cleaning agents
Regular cleaning and disinfection expose Panel PCs to aggressive chemicals that can damage standard front panels and sealing materials. Corrosion-resistant front panel treatments and chemically resistant materials are therefore essential to ensure long-term durability and reliable operation.
2️⃣ Fanless design to reduce contamination and maintenance
Active cooling systems can draw dust and particles into the housing and require regular maintenance. Fanless Panel PC designs eliminate moving parts, reduce contamination risks and support reliable, low-maintenance operation in regulated environments.
3️⃣ Sealed housing and smooth, gap-free surfaces
Gaps, edges and uneven surfaces can accumulate dirt and residues, making effective cleaning difficult. Sealed housings and smooth front designs are critical to support hygiene requirements and efficient disinfection processes.
4️⃣ Touch operation with gloves
Operators frequently use protective gloves in medical and pharmaceutical environments. Depending on the application, resistive touch or projected capacitive (PCAP) touch technologies should be selected to ensure reliable and comfortable operation under these conditions.

Why Industrial PCs?
✔ Fanless and sealed designs to prevent contamination
✔ Epoxy bezel for basic water/corrosion protection; Stainless steel or IP65/IP69K enclosures for easy cleaning
✔ Long lifecycle support and stable performance in 24/7 environments
Key Applications Include:
1. Process Control and Automation
Industrial PCs monitor and control automated machinery for mixing, granulation, coating, and packaging. Their high-performance processors handle complex control algorithms and ensure stable operations with minimal downtime.
2. Data Logging and Traceability
They enable real-time data collection and secure storage, supporting full batch traceability, electronic signatures, and audit trails—critical for quality control and regulatory compliance.
3. HMI & SCADA Systems
Panel PCs with touchscreen interfaces act as Human Machine Interfaces (HMI), allowing operators to visualize production status, alarms, and process parameters directly on the shop floor.
4. Environmental Monitoring
Used to monitor cleanroom conditions such as temperature, humidity, and particulate levels, helping ensure that production complies with ISO cleanroom classifications.
5. Integration with MES/ERP Systems
Industrial PCs serve as the link between shop-floor equipment and higher-level systems like Manufacturing Execution Systems (MES) and Enterprise Resource Planning (ERP), enabling synchronized and intelligent production.
Recommend Industrial panel PC- WPC-S0862A-E Epoxy Panel PC



Product Features
- Epoxy bezel for basic water/corrosion protection.
- IP65 + IK06 front protection.
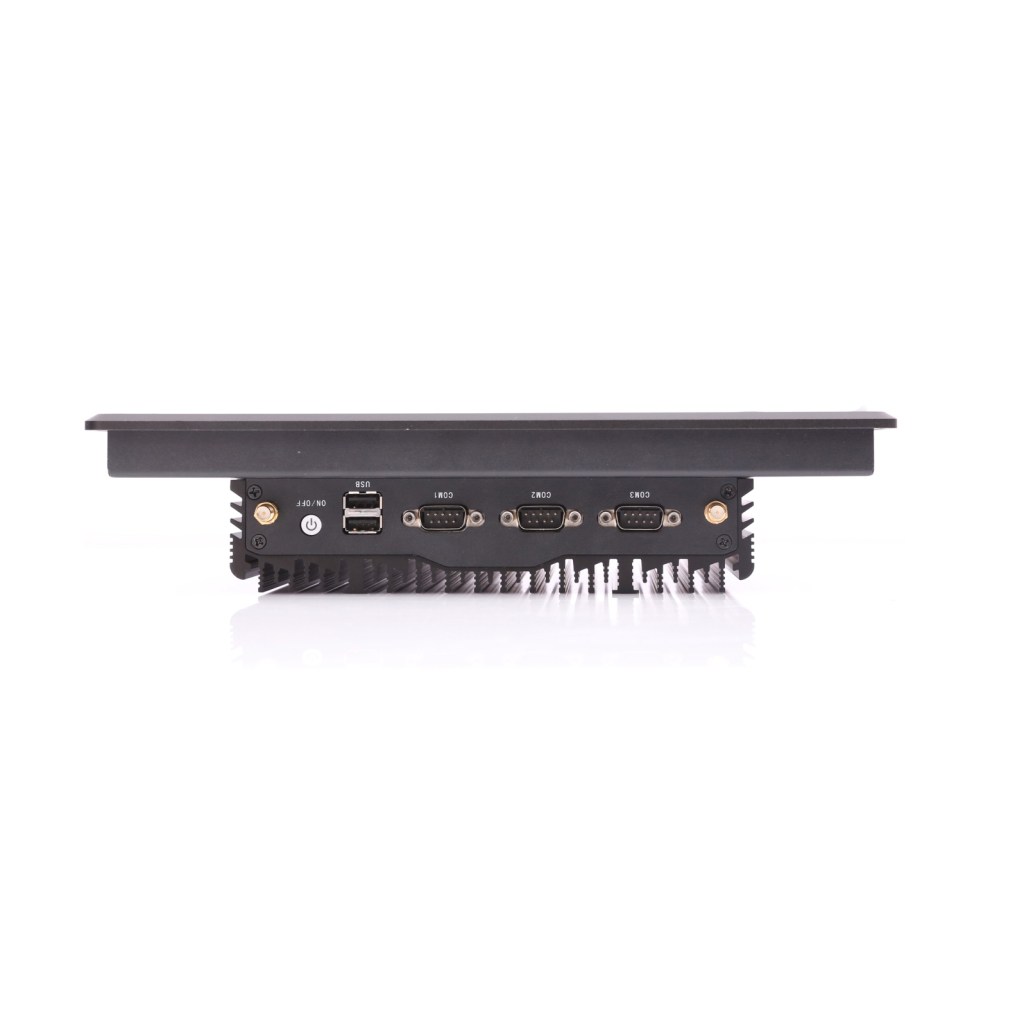
- Modular BlockCore™ expansion.
- SafeCore™ power-loss protection.
- Industrial display with P-CAP/resistive touch.
- Intel processors from Celeron to 12th Gen. Intel Core i3/ i5/i7
- Fanless, low-maintenance design.
- Flexible industrial I/O (USB/LAN/COM).
- Optional Wi-Fi/Bluetooth/4G.
- Easy-clean flat surface suitable for semi-clean and light-duty zones.
- Supports Win10/11 and Ubuntu
- Download Specification



